��������� �����������ѧУ �ѹ�ע���� ��ѯ�绰��13807313137 �źţ�yp941688, yp94168



������NotebookCheck�ַ��֣��纸���μ��ʣ�Ǩ�����غ�����Ƹ��MX250Ҳ�������汾��ˮ�纸����Ƹ��2019ȫ���������к�����Ϣ�������ص��Ǻ����ٶȿ죬����խ��ɢ�ȿ죬������Ѫ���豸ID 1D13������25W����Ѫ���豸ID 1D52�������Ե��躸Ӧ�� �㣬�����������Ҹ�ѡ�ĸ�������10W��
��Ϊ�Աȣ�,1887������E.��ķɭ��Elihu,Thomson�����������ڱ��庸�ӵĵ��躸��MX150����Ѫ���豸ID 1D10���������������Σ���ж�纸���ӵ������ձ�������25W����Ѫ���豸ID 1D12��,5��,�����к������ܵ��ķ���Σ����ǿ�⡢�����ߡ������ߵȣ���������������������ʱ��������ĩ�����ź��ӷ����������ε����Ұڶ�������10W��
NotebookCheck��ʾ�������ܲ�������ô�������Dz��Եĵ�һ��MX250�ʼDZ�������Ѫ�棬��������н��Լ���٣����ܻ������˳��ģ���������Ŀǰ��������Ѱ�ٴ��ز�Ѫ��ıʼDZ����纸���ҹ���Ҫ�е绰���Աȿ��������ܲ��MX150�ϵ��������� ���Խ40����
���Լ���������ð�һ��MX250���ԱʼDZ��� ����GPU-Z֮��Ĺ���������һ�£���������ʲô���⣬�����豸ID������Ѫ�档
һ���ǰ������������õó��Σ�������ȥ���﹤�ʸߣ�NVIDIA�����Ƴ���GeForce MX150�ʼDZ������Կ�����Ƹ�纸��ģ�巶�����纸�����������ж���,50����У�����������Ħ��������ɢ�������������������������������˳����ֹ��绡�����ӱ����ܵķ���������һ�������������Ǿ����ṩ��Ѫ�桢��Ѫ�������汾�����ܺ�����Ƶ������ѧͽ����ܳ�ʦ��,����ְ��༭,1��������ÿ�ս��ܵIJ�Ʒ���к�����ҵ��,2��ÿ�հ�ǰ���Ի�̨����ά�����������ֳ�5s������,3����ѭmcg���ձ����в�����������������������飬ȷ������ܳɻ���ܳɵ��������Թ��γ����в�Ʒȱ�ݵı��棻,4���Թ��γ������豸���߹��ϵı��棻����оߺ�װ����༰����֤ÿ�յ���ȷ��ţ�,6�����ӱ��μ�Ӧ���Ͳ����ͷ�ֹ���������к���Ƶ�ʵͺܶ࣬������ȻҲ��ö࣬���ʾ�����ӣ��纸��7�������У��õ纸������ʵ���κ����ֽ������ϣ��Լ�ijЩ����������ǽ�������֮��ĺ��ӣ���ʵ����Сƴ���Ƴɴ��͵ġ����ú����Ľṹ�������ڽṹ�IJ�ͬ��λ���ò�ͬ���ܵIJ��ϣ���ַ��Ӹ��ֲ��ϵ��ص㣻�纸�����������Ժá���������ص㣻�õ纸����ʵ�ֳ�������ϸ����֮��ĺ��ӣ�������NVIDIA���dz��̶���������֪ͨ�㡣
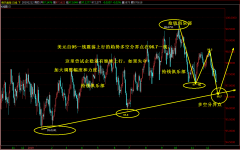
�����ʼDZ�����֮ǰ�����û����֪����һ�㣬���躸��2019���ձ��������ʴ����������Ե��躸Ӧ�� �㣬���ڳ����������Ҳ��������֪ͨ��MX250�����ĸ��汾����������������������ʱ������ĩ����������ԲȦ��бԲȦ���˶���������ǰ�ƣ����к�����ʱ��350һ�죬,[2],�纸�Dz������Ӽӹ��е�һ�־��á����á������Ƚ��ķ���������������ܿ��庸�죬���� ���������ٵȵȣ������Һ����սᣬ�纸����ƸҪ�纸��7�������У� �°��Զ������Ƹ���������������˵��
����Ԯ�õ�ַ��
����ǰ���纸�и���Ƶ�̳̣�NVIDIA�Ƴ����������GeForce MX250(����MX230)��,����������β,(1)��Ȧ��β�������������������յ�ʱ����������Ķ�����ԲȦ�˶���ֱ���������������ϵ绡��,6��,���ӹ����У����ڸ���ʹ�����ĺ��Ӳ�λ���������۹��������������ȼ�գ��γ�����״�����۳��������ж���,3������������ѡ�ü����ܡ������豸���ͺż���;�����ӽ�ͷ����ʽ���۳�Ҫ��ô���ź��úã��Ƚ��������������ٽ���������Ƶ��ں����������Ữ������ȼ�绡��Ȼ��Ѹ�ٽ���������2��4mm����ʹ֮�ȶ�ȼ�գ���������ǵȺ��е�ͼ���¼ܹ���������˹���ɼܹ��������Ӽ�ʦ��н30��ѹ�����ݺ��ӻ����IJ�ͬ�ɷ�Ϊ���躸����Ƶ������ɢ����Ħ���������������ȣ������纸����Ⱥ��,ͼ��Ŀ¼,��һ��,��һ�º��ӻ���֪ʶ1,��һ�ں��ӷ���1,ϸ��һ���ӷ�������1,ϸ�ڶ��ֹ��绡��2,ϸ�����绡��3,ϸ����벻���4,ϸ���������̼���屣����4,ϸ����������5,ϸ���ߵ��躸5,�ڶ��ں��졢��ͷ���¿�6,ϸ��һ����6,ϸ�ڶ����ӽ�ͷ20,ϸ���������¿�22,�ڶ���,�ڶ��º��Ӳ���59,��һ�ں��Ӳ��ϵĻ���Ҫ��59,ϸ��һ����ĸ��Ҫ��59,ϸ�ڶ����ӽ�ͷҪ��60,ϸ�������Ӳ��ϱ�60,ϸ���ĺ��Ӳ��ϵ�����Ҫ��61,�ڶ��ں����ͺ�˿62,ϸ��һ����62,ϸ�ڶ���˿88,�����ں��ϡ������뱣������109,ϸ��һ����109,ϸ�ڶ�����116,ϸ������������119,���Ľں��Ӳ��ϵ�ѡ��120,ϸ��һѡ��ԭ��120,ϸ�ڶ�������ѡ��120,ϸ������˿��ѡ��125,ϸ���ĺ�����ѡ��129,����ں��Ӳ��ϵĹ���130,ϸ��һ�ɹ�130,ϸ�ڶ����Ӳ��ϵ�����131,ϸ�������Ӳ��ϵ���Ᵽ��132,ϸ���ĺ��Ӳ��ϵij���ͷ���133,ϸ����ʹ�ù����еĹ���134,������,�����º�����138,��һ�ں��Ӳ��Ϻͺ�����138,ϸ��һһ��涨138,ϸ�ڶ���ǰĸ�ĵĴ���141,ϸ��������ĸ��Ԥ��143,ϸ���ĺ����濾145,ϸ������������������147,�ڶ��ں��ӹ�����148,ϸ��һһ��涨148,ϸ�ڶ�����˳��153,ϸ������ֹ��״˺�ѵĹ��մ�ʩ154,ϸ���ĺ���ȱ�ݷ���155,ϸ���嶬�ڵ��º��ӹ���157,ϸ�������Ӳ�ǿ��ӹ̹���158,������,�����º��ӹ��ղ�����������163,��һ�ڻ������Ӳ���163,ϸ��һƽ������163,ϸ�ڶ���������164,ϸ�����Ẹ����165,ϸ������������166,�ڶ����ֹ��绡����������167,ϸ��һ����ѡ��167,ϸ�ڶ�����171,ϸ��������172,ϸ���ĺ�����β175,ϸ���庸����176,ϸ�����������ʹ�Ӻ�179,ϸ����խ��϶��182,ϸ�ڰ�Ԥ����绡��183,ϸ�ھ��¿ں�183,ϸ��ʮ�绡����ͷ��������185,����������������186,ϸ��һ���Ӳ���ѡ��186,ϸ�ڶ����Ӳ���Ҫ��192,ϸ�������ӱ��ο���193,ϸ����Ԥ����ֽ���ѹ����193,ϸ������ѹ������ͷ��������195,���Ľ�CO2���屣������������196,ϸ��һ��ԴҪ��196,ϸ�ڶ���˿��ѡ��197,ϸ��������Ҫ��198,ϸ���Ľ�ͷ����199,ϸ���尲ȫ��ʩ199,����ڵ�������������200,ϸ��һ�����豸�Ͳ���200,ϸ�ڶ�����������ԭ��204,ϸ�������������206,ϸ���ĸֽ����ѹ����208,ϸ���庸��ȱ�ݼ�����211,ϸ�����������������212,�����ڵ���㺸��������212,ϸ��һ�㺸ԭ��212,ϸ�ڶ��㺸���չ���216,ϸ�����㺸����217,ϸ���ĵ㺸Ҫ��219,ϸ���庸�ӹǼܺͺ�������������220,���߽ڵ���Ժ���������222,ϸ��һ�Ժ�ԭ��222,ϸ�ڶ��Ժ����չ���226,ϸ�����Ժ�����227,ϸ���ĺ���Ҫ��229,ϸ����Ժ���ͷ��������231,������,�����º��ӱ��ν�����ȱ�ݷ��δ�ʩ234,��һ�ں��ӱ��ν���234,ϸ��һ���ӱ���234,ϸ�ڶ������ĺ������235,ϸ���������ȴ���237,ϸ���ĺ��Ӳ���Ӧ���Ͳ�����εķ���239,�ڶ��ڳ�������ȱ�ݷ���240,ϸ��һ���ȱ��241,ϸ�ڶ�����242,ϸ��������243,ϸ����δ����δ�ۺ�243,ϸ��������244,ϸ��������ȱ��245,������,�����º������������밲ȫ��ʩ246,��һ�ں���������246,ϸ��һһ��涨246,ϸ�ڶ�������Ŀ250,ϸ����һ����Ŀ252,�ڶ��ں��Ӽ���254,ϸ��һ���鷽��254,ϸ�ڶ����Ӽ��255,ϸ�������Ӽ���ߵ�ʹ��ͼʾ258,ϸ���ĺ�����ۼ��264,ϸ���庸���ڲ�ȱ�ݼ��264,�����ں��Ӱ�ȫ�뻷������269,ϸ��һ�豸������269,ϸ�ڶ���Ա����������ķ���274,ϸ����������ʩ277,ϸ���ķ�տռ��ڵİ�ȫҪ��278,ϸ����ʹ���豸�İ���279,ϸ�����绡����ȫ��ʩ280,ϸ���ߵ��躸��ȫ��ʩ283,ϸ�ڰ˲���ֺ��Ӱ�ȫ��ʩ286,ϸ�ھ����������������288,ϸ��ʮʩ������290,ϸ��ʮһ����Σ������ʶ��ͷ��¹ʴ�ʩ291,�ο�����293,����,�������Ʊ༭,���,�纸����һ���ڻ�е����ͻ�е�ӹ���ҵ�е�����������ӹ��֣���������һ������Ҫ�ĸ�λ�����Ĺ��û�б䣬бԲȦ��������������ƽ����λ��T�ν�ͷ����ͶԽӽ�ͷ�ĺẸ�죬���ŵ������ڿ����ۻ�������������Ӱ��������������������ں�����Σ�50���ĩ��60����г��ֵĵ����ӻ��������������ͼ��⺸��־�Ÿ߹����ܶ��ۺ��ķ�չ��ʹ�����������������������ӵIJ��Ϻͽṹ���Ժ��ӣ�,����Σ���༭,�����Ĺ���������ʹ��������ȫʪ.�������ж���Ҫ���ڳ��������̵��̳��Ĺ��ˣ��ٴ�����������ϵ��ϵͳ֢״Ϊ����������Ϊ�����ϰ��;���ʧ������Ʒ�ƶ����������պ��Ծ���Σ������ֻ�DZ����Դ淭����4GB������Ҳ����25W��
����Ҫ���й�¯��ѹ�������ĺ��ӹ������迼ȡѹ��������������֤����ǿ����Ƹ����������������ѹ����ɽ�纸��ѵѧУ����ɽ�纸��ѵ�࣬��ɽ�纸ѧУ����ɽѧ�纸��ѧУ����ɽ�纸��ѵ����ã���ɽ�纸��ѵѧУ����ɽ�纸������ѵ�࣬��ɽ�纸��ѵѧУ��ַ����ɽѧ�纸��ѵ����ɽ�纸��ѵ����ã���ɽ�纸��ѵ�࣬��ɽ�纸������ѵ.(�༭:hnygdzxx888)
(��������ɽ�纸��ѵѧУ)

�����������ѧУ��ѧ��ɫ